
深圳市康能富盛压铸制品有限公司
IATF:16949汽车体系认证、ISO9001体系认证,二十年压铸品牌
全国客服咨询热线:
0755-81793686 15012689472
深圳市康能富盛压铸制品有限公司
IATF:16949汽车体系认证、ISO9001体系认证,二十年压铸品牌
0755-81793686 15012689472

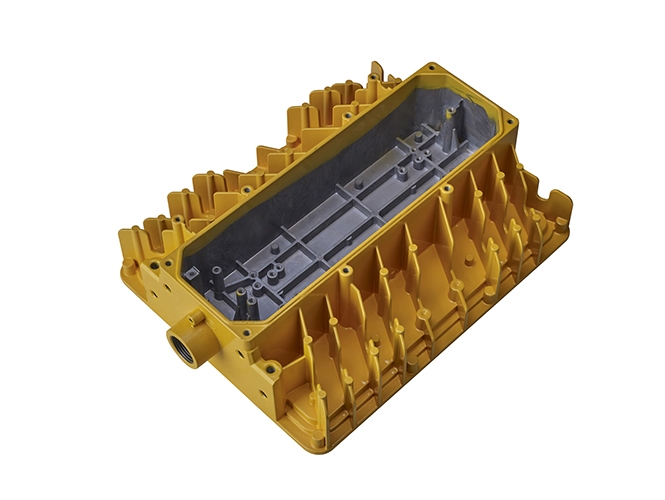
深圳市康能富盛压铸制品有限公司是一家集模具制造、压铸成型(锌、铝合金)、后续加工等一站式服务的制造型企业。
备案号:粤ICP备19039889号 | 网站地图 XML地图
提高模具寿命,应从热处理工艺着手。1.清理模具表面。
喷砂处理。
只用粗油石磨,或用砂带磨光,然后再进行热处理。返回后,用细油石磨。
先用纤维轮打磨,即可有效地去除黑皮,然后研磨抛光。也可以用800目碳化硼喷砂一次试一次,应该能除去黑皮,还不需要化很多的重磨。
2.已加工和未加工的区别。
用拍打声音来判断。铸造与淬火+回火形工件的金相组织不同,内部损耗也有差别,通过轻敲,就可以区分。
3.防止软点。
退模前要除去生锈.生锈,在淬火加热时要注意模具表面的保护,尽量用真空电炉.盐浴炉及保护气氛炉加热。
铸模加热后淬火冷却,应选用合适的冷却介质,对长期使用的冷却介质要经常过滤,或定期更换。
4.怎样解决淬火不良。
钢进库前要严格检查,严防钢材混杂乱放。
为了保证良好的球化组织,在淬火前应进行适当的锻造和球化退火。
准确制订模具淬火加热工艺规范,严格控制淬火加热温度和保温时间。
对温度计进行定期的检测与修正,确保仪器正常工作。
当模具加热时,模具应该和电极或加热元件保持一定距离。
5.为什么模具坏了。
大多数故障是由于热处理不当及模具加工不良所致的断裂.磨损和变形所致。合理的选用材料、正确的热处理工艺的制定、提高热处理质量是延长模具使用寿命的关键。
6.非热处理强化。
镀硬铬处理,提高零件耐磨性能。







 淘宝旺旺
淘宝旺旺