
深圳市康能富盛压铸制品有限公司
IATF:16949汽车体系认证、ISO9001体系认证,二十年压铸品牌
全国客服咨询热线:
0755-81793686 15012689472
深圳市康能富盛压铸制品有限公司
IATF:16949汽车体系认证、ISO9001体系认证,二十年压铸品牌
0755-81793686 15012689472

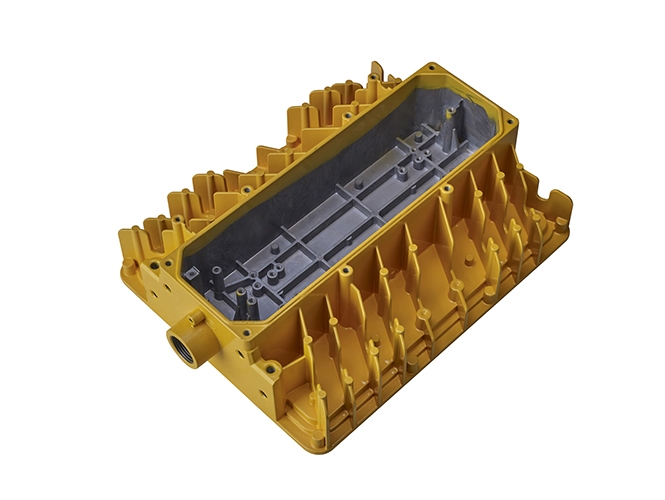
深圳市康能富盛压铸制品有限公司是一家集模具制造、压铸成型(锌、铝合金)、后续加工等一站式服务的制造型企业。
备案号:粤ICP备19039889号 | 网站地图 XML地图
铝合金压铸厂模具预热应注意什么?
预热模具是生产前特别重要的组成部分,主要是为了防止模具加热冲击引起的开裂,减少铝合金压铸件因模具温度而引起的冷却,增加包装力,导致推杆和型芯损坏。那么,在铝合金压铸生产中,其型芯和型腔的表面预热温度一般在哪个范围内呢?根据显示,模具温度应在正式生产前预热到150-210℃。
在铝合金压铸生产之前,模具的预热也很精致。由于模具的局部容易产生过热现象,在预热模具时应注意使模具的各个部分慢慢均匀加热。同时,模具应在预热前清洗干净,不能在型芯和推杆上涂润滑油,因为这些油不仅会在型芯和推杆上结垢,还会腐蚀模具表面。
模具预热是压铸生产前的终准备工作。只有在做好所有其他准备工作的前提下,铝合金压铸工艺的操作人员才能预热模具。模具预热后,并不意味着可以立即投入生产,而是检查各活动部位的情况,注意活动芯、推杆、滑块等,确保无卡模现象。







 淘宝旺旺
淘宝旺旺