
深圳市康能富盛压铸制品有限公司
IATF:16949汽车体系认证、ISO9001体系认证,二十年压铸品牌
全国客服咨询热线:
0755-81793686 15012689472
深圳市康能富盛压铸制品有限公司
IATF:16949汽车体系认证、ISO9001体系认证,二十年压铸品牌
0755-81793686 15012689472

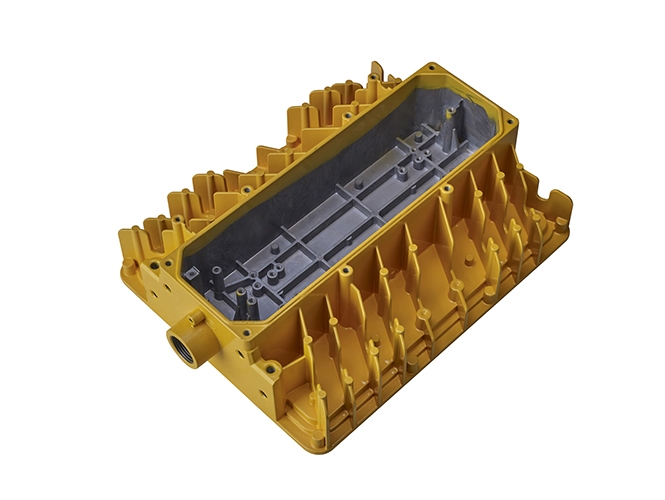
深圳市康能富盛压铸制品有限公司是一家集模具制造、压铸成型(锌、铝合金)、后续加工等一站式服务的制造型企业。
备案号:粤ICP备19039889号 | 网站地图 XML地图
跟着铝合金压铸件的优势逐步闪现,市场上的需求不断要求加工厂加大出产力度,务求尽快地将旧有铁铸产品升级换代成铝合金或者镁合金。如此一来,加工厂的任务重了起来,质量上也必需要坚持。今日小编就来教我们怎样防备一些常见的铝合金压铸件的缺陷。
一、拉模
特征及查验方法:沿开模方向铸件表面出现条状的拉伤痕迹,有必定深度,严重时为面状伤痕。另一种是金属液与模具产生粘合,粘附而拉伤,致使铸件表面多料或缺料。
产生原因:1、型腔表面有损害(压塌或敲伤)。2、脱模方向斜度太小或倒斜。3、顶出时不平衡,顶偏斜。4、浇注温度过高、模温过高导致合金液产生粘附。5、脱模剂作用欠好。6、铝和金成份含铁量低于0.6%。7、型腔粗糙不光滑,模具硬度偏低。
防备措施:1、修改模具表面损害部位,修改脱模斜度,前进模具硬度(HRC45°~48°),前进模具光洁度。2、调整顶杆,使顶出平衡。3、替换脱模作用好的脱模剂。4、调整合金含铁量。5、下降浇注温度,控制模具温度平稳、平衡。6、调整内浇口方向,避免金属液直冲型芯、型壁。
二、气泡
特征及查验方法:铸件表面有大小不等的拱起,或有皮下构成空洞。
产生原因:1、金属液在压射室布满度过低(控制在45%~70%),易产生卷气,初压射速度过高。2、模具浇注系统不合理,排气不良。3、熔炼温度过高,含气量高,熔液未除气。4、模具温度过高,留模时间不可,金属凝结时间不足,强度不可过早开模,受压气体膨胀起来。5、脱模剂、打针头油用量过多。6、喷涂后吹气时间过短,模具表面水未吹干。
防备措施:1、调整压铸工艺参数、压射速度和高压射速度的切换点。2、修改模具浇道,增设溢流槽、排气槽。3、下降缺陷区域模温,然后下降气体的压力作用。4、调整熔炼工艺、5、延长留模时间,调整喷涂后吹气时间。6、调整脱模剂、压射油用量。
三、裂痕
特征及查验方法:铸件表面有成直线状或不规则形狭小不一的纹理,在外力作用下有发展趋势。冷裂—开裂处金属没被氧化。热裂—开裂处金属被氧化。
产生原因:1、合金中含铁量过高或硅的含量过低。2、合金中有害杂质的含量过高,下降了合金的可塑性。3、铝硅合金:铝硅铜合金含锌或含铜量过高;铝镁合金中含镁量过多。4、模具温度过低。5、铸件壁厚有剧烈改变之处,收缩受阻。6、留模时间过长,应力大。7、顶出时受力不均。
防备措施:1、正确控制合金成分,在某些情况下可在合金中加纯铝锭以减低合金中含镁量;或在合金中加铝硅中心合金以前进硅的含量。2、改动铸件结构,加大圆角,加大脱模斜度,削减壁厚差,3、变更或增加顶出方位,使顶出受力均匀。4、缩短开模或抽芯时间。5、前进模具温度(模具工作温度180°—280°)。
四、变形
特征及查验方法:压铸件几何形状与图纸不符。全体变形或部分变形。
产生原因:1、铸件结构设计不良,引起收缩不均匀。2、开模过早,铸件刚性不可。3、拉模变形。4、顶杆设置不合理,顶出时受力不均匀。5、去除浇口方法不当。
防备措施:1、改进铸件结构。2、调整开模时间。3、合理设置顶杆方位和数量。4、挑选合理的去除浇口方法。5、消除拉模要素。
五、留痕及斑纹
特征及查验方法:外观检查,铸件表面上有与金属液活动方向一起的条纹,有明显可见的与金属基体颜色不一样无方向性的纹理,无发展趋势。
产生原因:1、首要进入型腔的金属液构成一个极薄的而又不完全的金属层后,被后来的金属液所补偿而留下的痕迹。2、模具温度过低。3、内浇口截面积过小及方位不当产生喷溅。4、作用于金属液上的压力不足。5、斑纹:涂料和打针油用量过多。
防备措施:1、前进模具温度。2、调整内浇口截面积或方位。3、调整内浇道金属液速度及压力。4、选用适合的涂料、打针油及调整涂料打针油的用量。







 淘宝旺旺
淘宝旺旺