
深圳市康能富盛压铸制品有限公司
IATF:16949汽车体系认证、ISO9001体系认证,二十年压铸品牌
全国客服咨询热线:
0755-81793686 15012689472
深圳市康能富盛压铸制品有限公司
IATF:16949汽车体系认证、ISO9001体系认证,二十年压铸品牌
0755-81793686 15012689472
深圳市康能富盛压铸制品有限公司是一家集模具制造、压铸成型(锌、铝合金)、后续加工等一站式服务的制造型企业。
备案号:粤ICP备19039889号 | 网站地图 XML地图

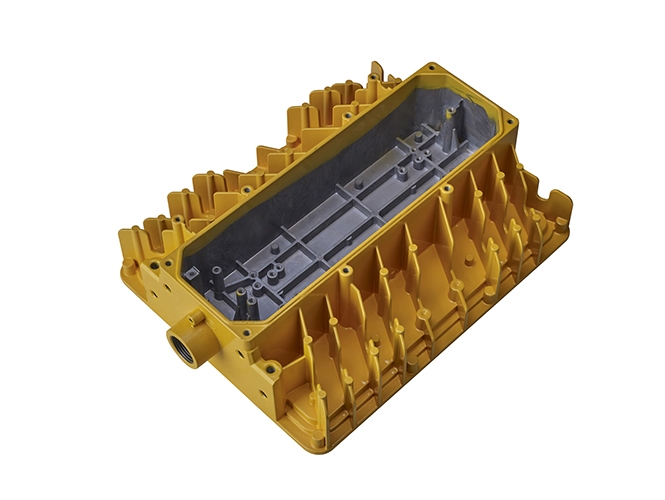
产品名称:机械外壳压铸 YXH-J
所属行业:工业产品
压铸材料:ADC10
压铸机吨位:1250T
模具模穴:1*1
主要工艺:压铸、去毛刺、钻孔、攻牙、CNC机加工、喷砂、全检、包装、出货。
质保:2年
出口或内销:内销
半固态压铸工艺与传统压铸工艺的区别:压射前料筒内合金熔体的状态是含固体和液体的半固态混合体以及纯液体。基于这一特点,利用数值模拟软件,在传统压铸工艺的基础上对半固态压铸模具进行设计。主要包括料筒设计、浇道设计、浇注系统设计、集渣包和溢流槽设计等。半固态模具设计具有一个开口料筒,区别于传统压铸的模具设计,见图2。半固态压铸模具设计及开发应遵循一些基本的原则,如在设计过程中应避免或减少汇流,需要增加油或电加热系统,考虑温度梯度的影响等;为了保证高压补缩顺利进行,充型之后铸件留有补缩通道,浇道横截面积沿充型方向应减少10-20%;内浇口应设置在零件Z厚的位置,而且内浇口尺寸比常规铸造要厚;由于半固态浆料中含有一定质量分数的固相,浆料粘度比传统铸造高,半固态浆料压铸时,低速压射阶段的压射速度可比液态金属压铸时快些,高速压射阶段的压射速度要比液态金属压铸时慢些。






 淘宝旺旺
淘宝旺旺