
深圳市康能富盛压铸制品有限公司
IATF:16949汽车体系认证、ISO9001体系认证,二十年压铸品牌
全国客服咨询热线:
0755-81793686 15012689472
深圳市康能富盛压铸制品有限公司
IATF:16949汽车体系认证、ISO9001体系认证,二十年压铸品牌
0755-81793686 15012689472

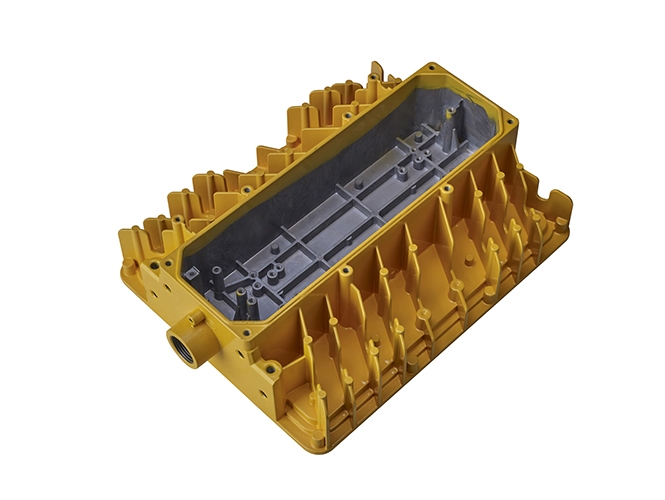
深圳市康能富盛压铸制品有限公司是一家集模具制造、压铸成型(锌、铝合金)、后续加工等一站式服务的制造型企业。
备案号:粤ICP备19039889号 | 网站地图 XML地图
由于需求精度的提高,锌合金压铸件生产厂家的模具加工精度也越来越高,下面就告诉大家关于模具加工精度必须知道的四个要点。
(1)流动橡胶槽的加工:过去,油封锌合金压铸模流动橡胶槽的加工没有得到充分重视。流动橡胶槽往往距离型腔太远或尺寸难以控制,使得产品难以修剪,产品难以美观。针对这些问题,改进了两个油封模具。三角形流动橡胶槽的内端尺寸与产品外径的尺寸一致(零对零),并使用相反的方向.下模在这里形成一个锋利的边缘形状。当油封成型时,多余的飞边被切断,这不仅简化了修边工艺,而且改善了产品的外观。由于流动橡胶槽和型腔的外径分别位于不同的模块上,因此尺寸不受干扰,其精度易于保证。
(2)上模与上模芯1的配合:上模与上模芯1的配合为锥形配合。在过去,研究和分配方法要求接触率达到80%以上。这种传统的加工方法不仅难度大,而且耗时多,没有飞边仍难以达到理想的效果。新结构模具的加工采用锥孔倾斜角度略小于锥轴倾斜角度的方法,使上模与上模芯始终紧密贴合在分型面B处,处于无间隙配合状态。因此,这里没有飞边。锌合金压铸模具的制造工艺得到了改进。
(3).上模芯1和上模芯2的压合:上模芯1和上模芯2的压合是保证油封副唇尺寸和精度的关键。三开油封模具副唇的飞边对副唇的外观影响很大。新结构模具采用上模芯1和上模芯2的过盈配合。单体加工后,采用热膨胀法压合,然后用上模芯2用上紧固螺钉紧紧拉紧,有效防止副唇处两个模芯松动。
(4).每个空腔模具之间的连接:每个空腔模具与联合板之间的连接必须有一定的浮动量,以确保模具开合灵活,找到正确。一般单模与联合板之间的间隙控制在0。5011。rnm。过大的间隙容易造成模具使用时偏转轴油封新结构模具开发过大,模具磨损加剧,影响模具使用寿命;如果间隙太小,模具操作过程中模腔之间会出现干扰和卡住。







 淘宝旺旺
淘宝旺旺