
深圳市康能富盛压铸制品有限公司
IATF:16949汽车体系认证、ISO9001体系认证,二十年压铸品牌
全国客服咨询热线:
0755-81793686 15012689472
深圳市康能富盛压铸制品有限公司
IATF:16949汽车体系认证、ISO9001体系认证,二十年压铸品牌
0755-81793686 15012689472

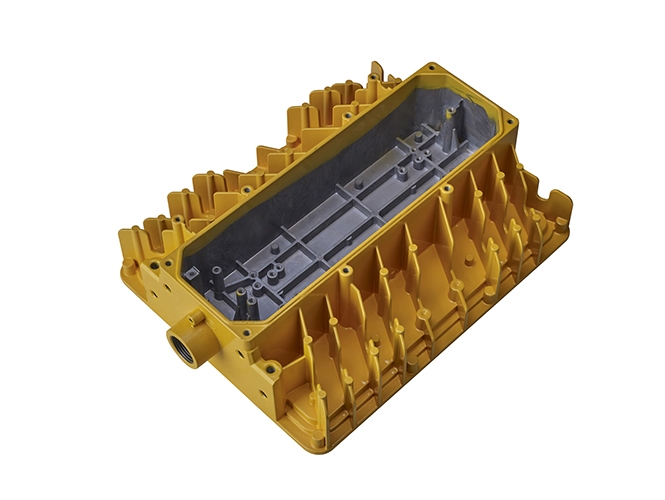
深圳市康能富盛压铸制品有限公司是一家集模具制造、压铸成型(锌、铝合金)、后续加工等一站式服务的制造型企业。
备案号:粤ICP备19039889号 | 网站地图 XML地图
如何控制锌压铸模温度?对于生产高质量的压铸件,锌合金压铸表面温度的控制至关重要。锌压铸模具温度不均匀或不当,也会造成铸件尺寸不稳定,生产过程中冒出铸件变形,产生热压力、粘模、表面凹陷、缩孔、热泡等缺陷。
锌压铸模温差变化较大时,对生产周期内的变量,如充填时间、冷却时间、喷涂时间均有不同的影响。出现冷纹,主要原因是汤液前端温度过低,相叠时有痕。
改善方法:
1.检查壁厚是否太薄(设计或制造),厚度较薄的区域应直接填充。
2.检查形状是否不易填充;距离过远,封闭区域(例如鳍片(fin)、凸起)、被阻挡区域、圆角过小等,都不易充填.请注意是否有肋骨点或冷点.
3.缩短灌装时间。
4.改进灌装方式。
5.提高模温。
6.提高汤料温度。
7.检查合金组成。
8.增加逃气道可能有益。
9.增加真空设备也许有用。
生产压铸模时,不仅要控制好锌压铸模的温度。也要注意其它细节。无论这个环节发生问题,都会导致锌合金压铸件表面出现色差、表面损坏等问题,所以想要做好锌合金压铸件的每一环都要做好。






 淘宝旺旺
淘宝旺旺